
Manufacture Zero-Defect Soap with AI
Sarath V
August 02, 2024
Supercharge Soap Quality Inspection Using DeepInspect
Surface defects in soaps not only compromise aesthetics but also impact quality and consumer trust. These defects can harbor bacteria and contaminants, leading to skin irritation, infections, and allergic reactions, which directly affect consumer health. Furthermore, defective products can tarnish a brand's reputation, resulting in dissatisfied customers, increased rejection rates, higher production costs, and potential market share loss. Recognizing these challenges, our client, a global FMCG leader, turned to the SwitchOn DeepInspect® System to ensure the quality of their premium soaps.
DeepInspect- AI Powered Vision Inspection System for Soap Manufacturers
DeepInspect is an AI-powered vision inspection software designed to detect surface defects on soaps with remarkable precision. FMCG manufacturers can easily train the DeepInspects’ Machine Vision AI model using fewer than 200 high-quality soap images, allowing the system to accurately identify a range of surface defects, including artwork errors, cuts, scratches, and the presence of foreign particles such as oil and hair. With its seamless operation, DeepInspect ensures superior quality control, achieving a detection accuracy of 99.5% and maintaining a false positive rate of less than 0.1%.
Here is How the AI Powered Soap Inspection Process Works
Our client manufactures soaps at a high-speed production rate of 600 parts per minute, requiring a meticulous and high speed soap inspection process to maintain product quality standards. The inspection is carried out in three stages: Naked Soap Inspection, OCV/OCR, and Carton Inspection, utilizing four industrial cameras and lighting.
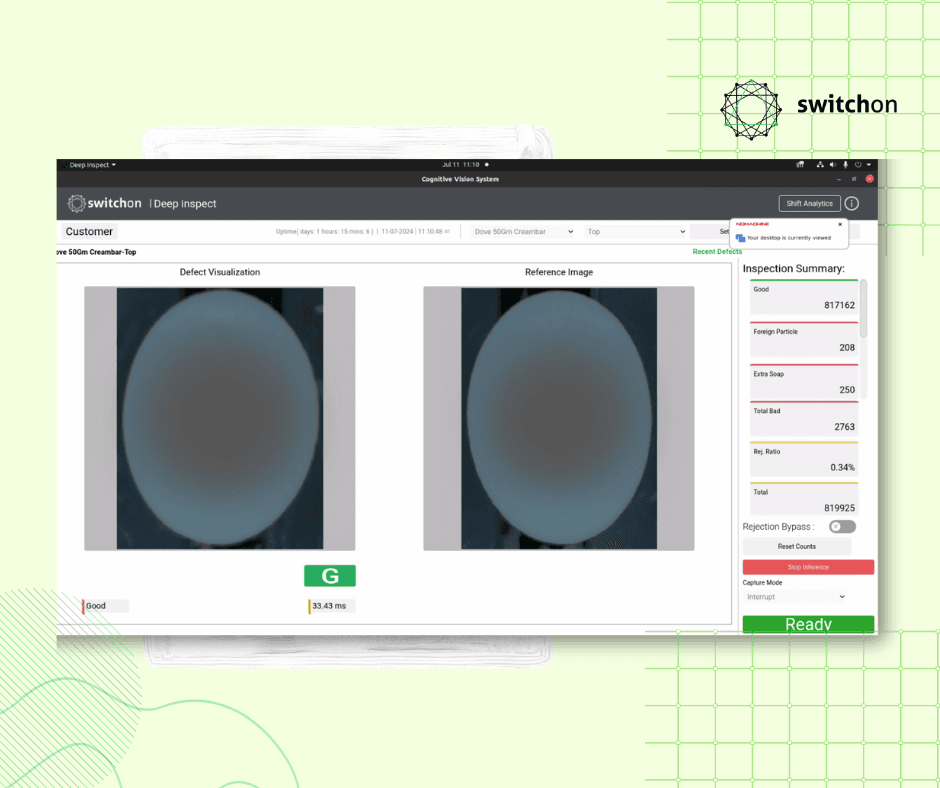
Stage 1: Naked Soap Inspection
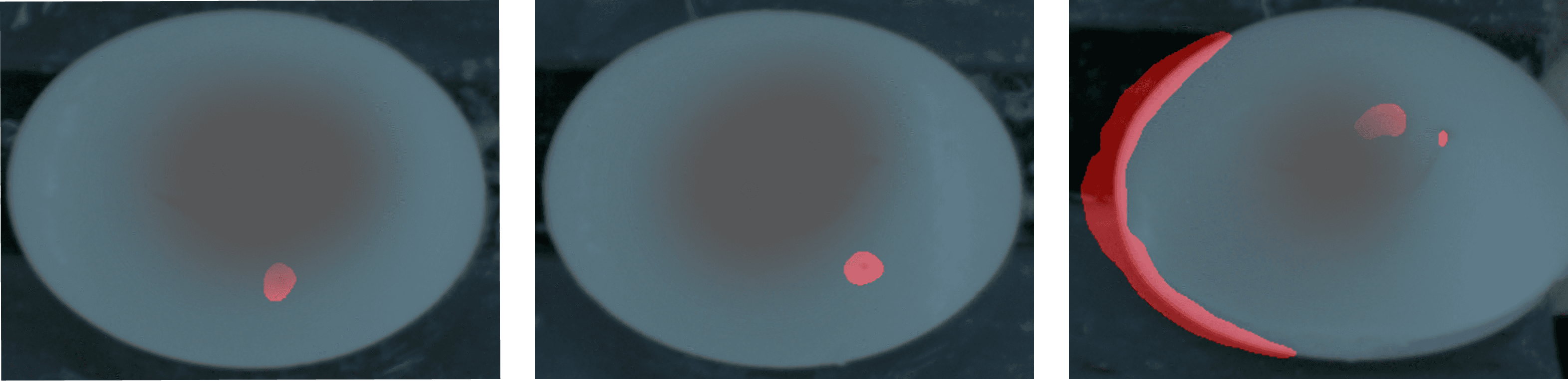
In the first stage, a camera along with light is placed above the production line to detect surface defects on the soaps. This stage focuses on identifying a range of defects, including scratches, cuts, cracks, the presence of foreign particles, extra soap, etc.. If a defect is detected, the system triggers a signal to activate the pneumatic and air nozzle rejection mechanism, efficiently removing the defective soap from the line. The system further classified the defect under different categories, so that the customer could take corrective action easily.
Stage 2: OCV/OCR Inspection
After the naked soap inspection, the soap is guided into a carton box for the second stage of inspection. Here, the system performs Optical Character Verification (OCV) to check the accuracy of batch codes, MRP printing, and other critical markings, ensuring all printed information meets regulatory and brand standards. The check was completely integrated with the printer, such that the configuration of the printer could directly be used without any manual intervention.

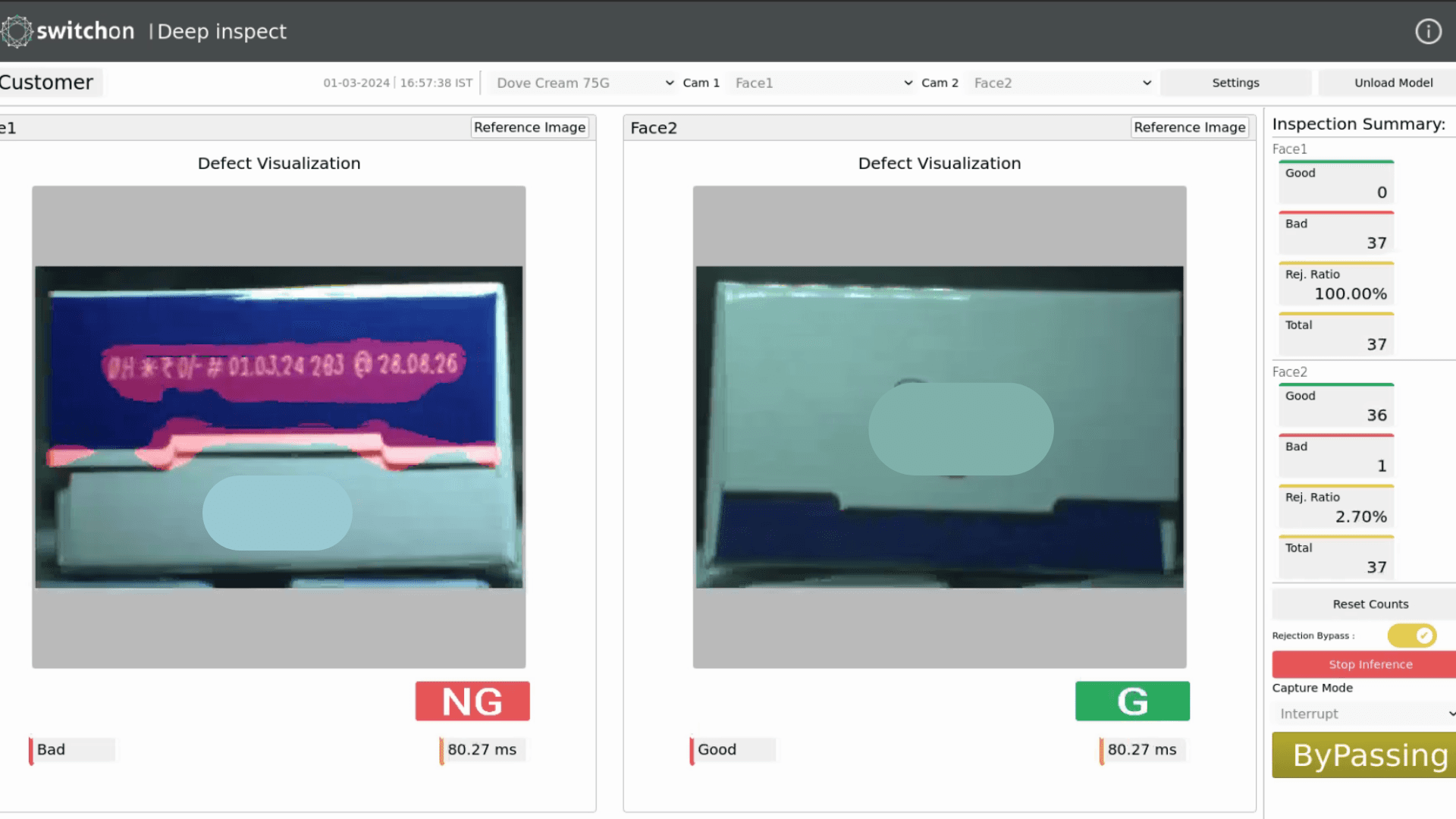
Stage 3: Soap Outpack Inspection
In the final stage, the sealed carton containing the soap passes through a line equipped with two cameras positioned to inspect the sides of the carton. This stage is designed to detect any artwork defects, open flaps, skewed cartons, or other packaging inconsistencies that could affect product presentation and integrity.

The Impact
This integration eliminated the need for 4-5 nos of manual labour, streamlining the process and enhancing efficiency of the production line.
The system achieved an accuracy rate of 99.9% and a false positive rate of only 0.1%, ensuring highly reliable detection and quality control.
DeepInspect Analytics enabled our customers to gain deeper insights into their production line, improving their decision-making capacity.
Defects, including artwork errors, cut soaps, excess soap, open flaps, and missing MRP, were detected with high accuracy at 600 PPM.
Conclusion
SwitchOn DeepInspect® System helped achieve a defect-free production line, solidifying our client commitment to quality and consumer trust. The integration has brought significant improvements in the production efficiency. It has eliminated manual laborers and ensured an accuracy rate of 99.9%. The system's precision in detecting defects, including artwork errors, cut soaps, and missing MRP labels, maintained high-quality standards across multiple SKUs (50 gm, 75 gm, 100 gm, 125 gm). As a result, the client was able to minimize waste, enhance operational efficiency, and ultimately boost their digital transformation journey.














